全國谘詢熱線
186-7652-6988
歡(huān)迎(yíng)光臨(lín)佛山市(shì)鋁(lǚ)亞鋁業有限公司官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總(zǒng)
手 機(jī):18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.bjxuri.cn
地 址:佛山市南海區獅山鎮山南(nán)工業區北區一路一排3號
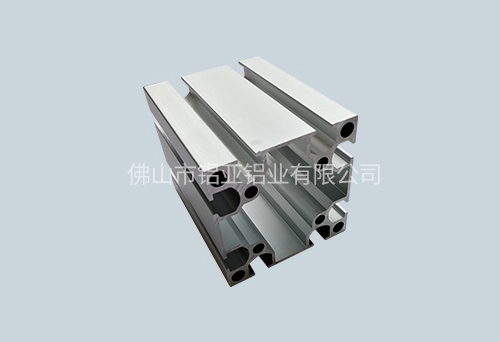
我們知(zhī)道工業鋁型材是鋁棒經過模具擠壓成(chéng)型的,這個原理有(yǒu)點像麵條機做麵條。擠壓這種工序(xù)跟其(qí)他的加工工序(xù)比起來精度要稍微差一些,因為有很多不確定(dìng)因素,鋁型材拉出的牽引力,調直的力度,還有(yǒu)模具的精準度等等都有影響。
雖然有這些不確定因素,擠壓(yā)鋁(lǚ)型材還是有國(guó)家標準的工業型材的標準是GB/T6892-2015,建築鋁型材的標準是(shì)GB/T5273-2016。這些標準裏又(yòu)分為了普通級、高精級(jí)和超高精級幾種(zhǒng)。有色生產的 工業鋁型材一般都(dōu)是(shì)按照高精級的標準,但是內控標準是遠超高精(jīng)級的。

它的內圓公差(chà)隻有5絲,這是擠壓型材無論如何也不能達到的(de)精度。隻能做到±0.3mm,那怎麽辦呢?其實(shí)這樣的情況內圓可以走負公(gōng)差,生產出來以後再加工中心上銑(xǐ)一刀就可以了。因為深加工設備一般精度都比較高,可以達到這樣的精度標準。
可能有人注意(yì)到上麵的圓孔,其實那麽小的圓孔是擠不(bú)出來的(de),需要後期打孔(kǒng)。還有一個辦法就是在內圓開60度角,就是讓孔(kǒng)不成封閉的狀態。
好了, 工業鋁型材的擠壓(yā)精度鋸介紹這麽多,有興趣的朋友可以查(chá)一下GB/T6852-2015的標準。鋁型材擠(jǐ)壓製品的變(biàn)形和組織不均勻性必然相應地引起力學性能不均勻性;一般來說,實心製品的心部和前端的強度(σb、σs)低,伸長率高,而外層和後端的強度高(gāo),伸長率低。
材廠家")
但對於擠壓鋁型材、軟鋁合金型材來說(shuō),由於鋁型材擠壓溫度較低,鋁型材擠(jǐ)壓速度較快,擠壓過程中可能產生溫升,同時鋁(lǚ)型材擠壓(yā)過程中所產生的位錯和(hé)亞結構較少,因而(ér)擠壓鋁型材力學性能(néng)不(bú)均勻性特點有可能與上述情況(kuàng)相反。
鋁型材(cái)擠(jǐ)壓製品力學性能的(de)不均勻性也表現在製品的縱向和橫向性能差異上(即各向異性);一般認為,鋁型材製品的縱向與(yǔ)橫向力學性能(néng)不均勻,主(zhǔ)要是由於受(shòu)變形組織(zhī)結構(gòu)的影響,但(dàn)還有其他方麵的原因;如擠壓後的鋁型材製品晶粒被拉長,存(cún)在於晶粒間金屬化合物沿擠壓方向被拉長,鋁(lǚ)型(xíng)材擠壓時氣泡沿晶(jīng)界析出等。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
地址:佛山市南海區獅山鎮山南工業區北區一路一排3號

(掃一(yī)掃 關注官方微信)